
Ultra pure water equipment for food factory
The use of purified water in food factories ensures that the products are clean and hygienic, and also reduces the growth of bacteria.
Email:
info@hn-guangqun.com
Phone:
+86-13838155309
Detailed Product Description
Water treatment Description
If there is a salty taste in the drink, this set of reverse osmosis water purification equipment can remove carbonate from the water.
Remove excessive iron and manganese in the water, reverse osmosis equipment pretreatment using quartz sand filtration, to solve the problem of beverage discolouration.Remove the bacteria in the water, increase the shelf life of the beverage.
Solve the problem of excessive colour and turbidity in the water used in the production of beverages, and solve the problem of precipitation in beverages.
Quality discolouration, odour precipitation and corruption in canned food production, which can be solved by using reverse osmosis membrane equipment.
Vegetable refining process water microorganisms and harmful heavy metal impurities, the use of reverse osmosis membrane equipment can remove pesticide residues on the surface of vegetables, increase the freshness of vegetables, enhance the freshness period.
The vast majority of food factory production water, according to national requirements, is required to use pure water for production, the set of equipment using the physical properties of reverse osmosis membrane, can effectively remove the relevant harmful substances in the tap water, tap water production for pure water, improve food safety and quality of food factory!
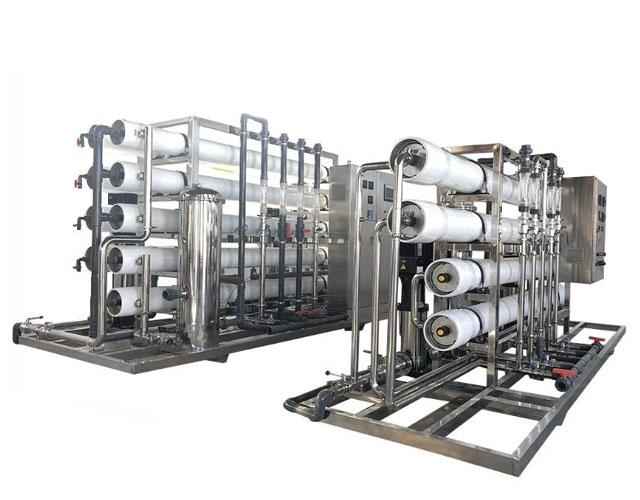
Water treatment Characteristics
Water production capacity: 3~4 tonnes/hourProcess flow: well water → raw water tank → booster pump → sand filter → carbon filter → softener → security filter → high-pressure pump → RO membrane → water storage tank → pressurised water supply
Water standard: drinking water standard
If you need water purification equipment,please contact us through our online chat window.
Recent product

Commercial Small-scale water purification equipment

Hotel small RO water purification equipment

Small-scale water purification equipment

Unipolar commercial water purification device for restaurants

0.5T unipolar commercial water purification equipment

Chemical plant pure water filtration equipment-Greenland Tech

Water purification equipment for pharmaceutical industry
